01 圧接 【あっせつ】
金属と金属をくっつけてしまう。そんな技術が世の中にあることを知っている人は、少なくないはずだ。
例えば、線路。線路のレールは数千キロにも及んでいるが、数千キロの長さのレールが作られているわけではない。短いレールをいくつもつなぎ合わせ、長いレールへと仕立てあげられているのだ。
全国に延びている新幹線の線路もそうだ。短いレールをつなぎ合わせる工法だからこそ、工期を短くできた。
金属は、加熱したり、加圧したりすると、やがて溶け始める性質を持つ。接合しようとする2つの材料の接合部を溶かし、混ぜ合わさった溶け込み状態で冷却することで、一つに接合することができる。
では、金属と金属をくっつける技術とはどのようなものなのか。つまりは、金属の接合部を摩擦や爆発によって加熱、圧力を加えて接合するのだ。これを「圧接」という。熱や圧力が加えられることで、金属の原子同士が金属融合し、接合される仕組みだ。
圧接は、溶接継手に大きな機械的圧力を加えて行う溶接方法の総称であり、「加圧溶接」の略称で「固相(こそう)接合(せつごう)」ともいう。
機械的圧力による接合なので数値制御が可能で、FA(ファクトリオートメーション)で広く用いられている。
FAでは「スポット溶接」が多用されているが、圧搾空気による加圧が多く、騒音が問題視されてきた。そこで近年では、「サーボモーター」による加圧が増えている。
02 化学的接合法 【かがくてきせつごうほう】
金属同士の接合を金属接合という。接合加工には、冶金的接合、化学的接合、機械的接合の3つがある。
化学的接合は、界面に働く原子やイオンなどを利用した接着。モノとモノの化学的な接合の方法には、成形品同士を接着剤を介して接合する方法と、有機溶剤などで成形品表面を溶かして接合する方法がある。
近年では、異質な材料を組み立てることができたり、溶接接合を少なくして接着と組み合わせる「ウェルドボンディング工法*」が増えている。
セロハンテープは、後者の表面を解かして粘着力を出している。
*ウェルドボンディング工法:自動車の車体剛性や強度を確保するためにスポット溶接と接着剤を併用した工法。
03 ガスシールドアーク溶接法 【がすしーるどあーくようせつほう】
溶接中に溶接金属と反応を起こさないようなガスを流すことができれば、溶接金属と空気との接触を断つことができる。それを可能にするのが、シールドガス。
また、アーク溶接とは、空気中の放電現象(アーク放電)利用して、同じ金属同士をつなぎ合わせる溶接方法。自動車、鉄道車両、船舶、航空機など、あらゆる金属構造物の溶接に使われている。
「ガスシールドアーク溶接」は、アルゴン、炭酸ガスなどのシールドガスにより、アークおよび溶接金属を大気から遮断しながら行う溶接法のこと。割れが少なく、長時間の連続溶接が容易になる。
使用するシールドガスの種類により「マグ溶接」「ミグ溶接」に分類される。
04 ガス切断 【がすせつだん】
ガス切断とは、ガスを使った炎で加熱し、被加工材を切断する加工方法のこと。別名「酸素切断」とも呼ばれる。
酸素・アセチレン炎などの予備熱で加熱し、酸素を吹き付けて切断する酸素切断の一種。鋼材の切断方法として、代表的で広く使われている。
鉄鋼材は錆びるので、過熱し、酸素をかけると酸化反応が早くなり、鋼は燃焼して火花となり飛んでいく。鋼材は燃えるのだ。
05 片手ハンマー 【かたてはんまー】
「片手ハンマー」は、ポンドハンマーあるいはボールピンハンマーとも呼ばれ、打撃面が平頭(へいとう)(平ら)と丸頭(がんとう)(球状)の二種類となった鉄製のヘッドを持つハンマー。 片手ハンマーは鉄工など金属加工作業全般に使用する工具であり、加熱した状態の対象物に対する打撃にも適している。
ハンマーヘッドには、重さがポンドで表示されているものが多い。1ポンドは0.45kg。メートル法表示されているものもある。
06 機械的接合法 【きかいてきせつごうほう】
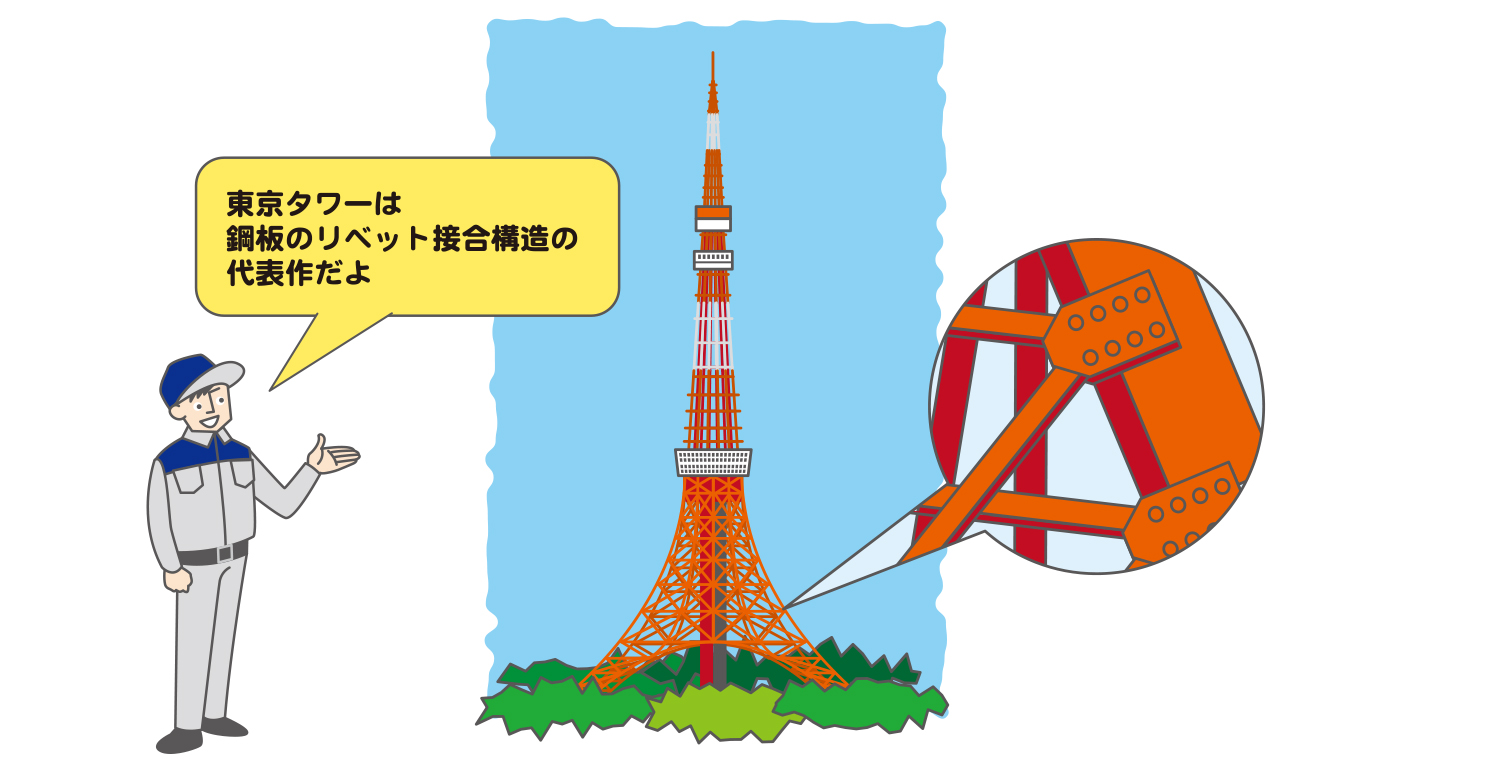
金属の接合加工の3つの方法の一つ。ねじなどの接合する部品で固定したり、金属素材を加工して組み立てる接合方法。ねじ固定、圧入、焼き嵌め(焼きばめ)、かしめなどがある。
東京タワーは熱間リベットかしめで接合組み立てされている機械的接合の代表である。
07 けがき針 【けがきばり】
金属の表面に「線」を書き入れる工具。書き込もうとする線は加工時に目印となる。
08 コンパス 【こんぱす】
コンパスは、円や円弧を描くときに用いる製図用具。二股に分かれた脚の片方の先端は針になっており、この針を軽く紙にあてて固定する。もう片方の先端には筆記具がついており、固定した方の脚を軸にして筆記具を回転させることで、円や円弧を描く。
けがき作業で円や円弧をけがいたり、線を分割したりするときに使用する。二股に分かれた脚の両方の先端はけがき針になっており、片方でしっかりと中心に固定し、片方で回転させて、円や円弧をけがく。
焼き入れしたコンパスの先端は、荒けがきは45度、精密けがきは30度に仕上げてある。
09 定盤 【じょうばん】
平面の基準となる水平な台のこと。機械装置の加工・組立・検査・実験などを行うための基準平面として用いられる。形状は長方形または正方形。「じょうばん」と読み、「定磐」と表記することもある。
ケガキや加工、検査・測定の際にも使用する。曲げ加工や接着加工を行う際にもこの台の上で作業を行う。
金属の盤と、石質の盤がある。けがきや検査・測定に使用する定盤と、曲げ加工や接着加工に使用する定盤とは使い分けなければいけない。
10 すきまゲージ 【すきまげーじ】
すきまの寸法を測定するための工具。リーフ*と呼ばれる薄い金属板をすきまに挿入して測定する。対象となるすきまに水平に挿入するが、入らなかった場合は無理に挿入せず、リーフの厚みを下げたり、枚数を減らしたりして調整する。
シクネスゲージ、シックネスゲージ (thickness gauge) などとも呼ばれるが、この名称は物体の厚さ (thickness) を測定するための工具に対しても用いられる。
*リーフ:すきまゲージの一枚一枚をリーフという。
11 スコヤ 【すこや】
直角の測定や寸法の測定で使用される。金属や木材など、加工時の直角の確認やケガキ、墨付けをする際に用いられる。
スコヤにはいくつかの種類に分かれており、台付きスコヤは直角の短辺側に幅のある台がついているため、自立することができる。
12 スパナ 【すぱな】
スパナ/レンチは、ナットやボルトなどの取り付けや付け外しに使われる作業工具。機械や車両を扱う作業、建築関係の工事など広範囲に用いられている。レンチは米国式の呼び方で、スパナは英国式の呼び方。レンチと呼ばれることのほうが多い。
13 スポット溶接 【すぽっとようせつ】
加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱*を発生させ、被溶接材を局部的に発熱・溶融させ接合させる溶接工法。
一回の溶接範囲が狭く、点(スポット)で接合することからスポット溶接と呼ばれる。接合したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧する。
*ジュール熱:導体に電流を流したときに発生する熱エネルギー。
14 タップ、ダイス、ハンドル 【たっぷ、だいす、はんどる】
タップと聞いて、真っ先に思い浮かぶのは、タップダンスのタップかもしれない。タップは英語で、「軽く叩く、コツコツ叩く、リズムを刻む」といった意味がある。また、ITの世界ではタッチパネルに指先やペン先が触れる操作もタップという。電源コンセントの分配機の電源タップを思い浮かべる人もいるかもしれない。
しかし、工業の世界でのタップの意味は、これとは違う。穴の奥に回転しながらねじりこんでいくことで、穴の内側に「めねじ」を切る際に使用される工具の総称のことなのだ。
タップは金属加工工具の一種で、穴の内側にねじを刻むために用いられる工具。材料に下穴をあけ、内側に主に手作業により「めねじ」を立てるのに使用する。
「めねじ」を作る方法は、ほかにも旋削・フライス・放電加工などがあるが、こうした加工方法に比べると、タップは安価で簡単に「めねじ」加工が行えるという点ですぐれている。タップのパーツは食い付き部、溝部、ねじ部、シャンク部の4つに分かれている。
また、ダイスというと一般的にはサイコロを思い浮かべる人も少なくないかもしれないが、工業の世界のダイスはやっぱり違う。
ダイスは、丸棒や丸パイプの外側に、主に手作業により、「おねじ」を切るのに使用する工具なのだ。
タップもダイスも補助工具のハンドルを使う、手作業用工具である。新しくねじを作れるが、傷んだねじ修正や、未加工部の追加工などもできる。ねじ部品は、組立はもちろん分解もでき、整備には必須部品である。
15 ティグ(TIG)溶接 【てぃぐようせつ】
火花を飛び散らさずに、ステンレスやアルミ、鉄など、さまざまな金属の溶接に対応するアーク溶接の一種が「ティグ(Tungsten Inert Gas)溶接」。不活性ガス溶接を意味する。
放電用電極に消耗しにくいタングステンを使用し、溶融部のシールドガスにアルゴンガスやヘリウムガスのイナート(不活性)ガスを使用する。
一般鋼から高級鋼、非鉄や合金も溶接できる非溶極式アーク溶接。一般に、他の溶接法に比べ能率は劣るが、高品質の溶接金属が得られる。裏波ビードが得られやすいので、1層目の溶接に用い、2層目から他の高能率の溶接と合わせる組み合わせ溶接も行われる。
16 トースカン 【とーすかん】
台座に垂直に立てた支柱に、上下に移動できるけがき針を取付けた、けがき工具の一種。 平面板に置いた工作物の垂直面に、平面板と平行な直線をけがくのが基本で、円柱状工作物の芯出し、平行平面の検査などに用いる。
通常はハイス鋼などのけがき針を用いるが、鉛筆やペンを用い実線を引けるタイプもある。
17 ドライバー 【どらいばー】
ドライバーとは、"ねじ回し"という愛称の通りネジを回す時に使用する作業工具。 ほとんど一般家庭で置いてある工具であり、さまざまな場面で活躍してくれる。
マイナス頭部よりプラス頭部のほうがドライバー先端と頭部が組みやすいため、組立部品ねじは、プラスが多く使われている。
18 バイス 【ばいす】
万力のこと。さまざまな工作物の加工・組立作業時に、工作物を相対する2面の口金の間に挟み、強く固定する工具。作業台に取り付け、手仕上げや組立を行うとき、工作物をくわえて固定するのに使われる。最も一般的な万力で、工場などに必ずある。
目的とする用途・作業によって、多様の形式があり、選定にあたっては十分な検討が必要となる。
本来の呼び名を「横万力」というが、一般的に万力といえば、バイスのこと。固定側を本体、動く側を稼働体と呼ぶ。
19 バイスプライヤ 【ばいすぷらいや】
モンキレンチ・プライヤ・ペンチ・万力などの機能を備えた万能工具として、鉄板・アングル・パイプ・針金・銅線等を、つかむ・回す・曲げる・ねじる・切る等、木工・金属加工・機械工作など、あらゆる分野で使える。
ロッキングプライヤとも呼ばれ、自由な開口位置で固定、クランプできる。
20 ピッチケージ 【ぴっちげーじ】
ねじ山の間隔(ピッチ)を測定するための工具。 鋼板の縁に、ミリ仕様、インチ仕様といった規定のネジ山が刻み込まれたもので、ネジに当てることでピッチを測定することができる。
21 被覆アーク溶接法 【ひふくあーくようせつほう】
お菓子のポッキーを思い浮かべてみてほしい。中にポッキーがあって、チョコレートがかかっている。このポッキー部分が「心線」、チョコレート部分が「被覆材」。これを「溶接棒」と呼ぶ。
この溶接棒を電極にして、溶接する母材との間にアーク(放電現象)を発生させ、溶接するのが、「被覆アーク溶接法」。
アーク放電は気体の放電現象のひとつで、空気中に発生する電流のこと。2つの電極に電圧をかけていくと、やがて空気の絶縁が破壊されて2つの電極の間に電流が発生し、同時に強い光と高い熱を発生する。このときに発生する弧(Arc)状の光がアーク。
アークの出す高温で母剤が溶け出し、金属の溶融池ができる。そして、溶けた溶接棒が溶液になって、母材と融合する。こうして、溶接が実現する。
工場や工事現場でバチバチッと光る溶接の現場を見たことがある人は少なくないと思うが、あれはほとんどが被覆アーク溶接だ。古くは戦前から使われており、各種の部品組立に広く用いられている溶接方法である。
溶接操作が簡単なため、基本技術が習得しやすいとされるが、溶接能率が低いことや、溶接金属の品質が溶接作業者の技量に左右されやすい欠点がある。
22 Vブロック 【ぶいぶろっく】
俗に「やげんだい(薬研台)」とも言われ、角度90度のV溝をもつ鋳鉄(ちゅうてつ)または、鋼製の直方体の台。
フライス盤やボール盤での使用例として最も多いのは、角度設定の治具としての利用。例えば45度のC面加工の際に、マシンバイスと併用したり、 テーブルに直に固定して、品物の角度設定を容易に行えるようにする。
通常、Vブロックは2個1組で円筒工作物をV溝に載せて保持し、けがき、心出し、測定および加工などを行う場合に用いる。
23 プライヤ 【ぷらいや】
英語で「Pliers」と表記され、主に「掴む」、「挟む」、「切る」目的で使用される工具を指す。
24 プラズマ切断 【ぷらずませつだん】
物質は高温になるにしたがい、固体、液体、気体と状態が変化していく。さらに気体は超高温になると、膨張して気体原子が自由電子とイオンに分離し、電離気体となる。このとき、電子の軌道から自由になり、物質の第4状態ともいわれるプラズマに変化する。
このプラズマを熱源とするのが、プラズマ切断である。高温のプラズマを熱源とするため、切断スピードが早く、切断面の変形など金属への影響も少なく済む。
ガス切断では、酸化しないステンレスなどの加工は困難だったが、酸化反応熱ではなく、持っているエネルギーそのものでステンレスも溶解可能なため、切断可能となる。
25 プロトラクター 【ぷろとらくたー】
角度を測定する角度計を意味する測定工具。角度の測定やケガキに使われる。金属製の定規と分度器を組み合わせたものが一般的だが、角度の表示がデジタルで表示され、任意の角度で0合わせができるデジタル式のプロトラクターもある。
26 ペンチ 【ぺんち】
切断のほか、部品やリードを掴んだり折り曲げたりするのに使用する。最近の電子機器は小型化・微細化が進んでいるが、工具も精密なものが多く使われる傾向にある。
27 ポンチ 【ぽんち】
センター・ポンチともいう。ドリルで穴を開けようとする場合に、穴の中心を決め、ドリルの先端が逃げないようにマーキングするための工具。
ポンチマークがないと、穴あけをしようとするドリルの先端には、チゼルと呼ばれる平端部があるため、位置が定まらない。チゼルが入る大きさのマークをしっかり打つ。
28 冶金的接合法 【やきんてきせつごうほう】
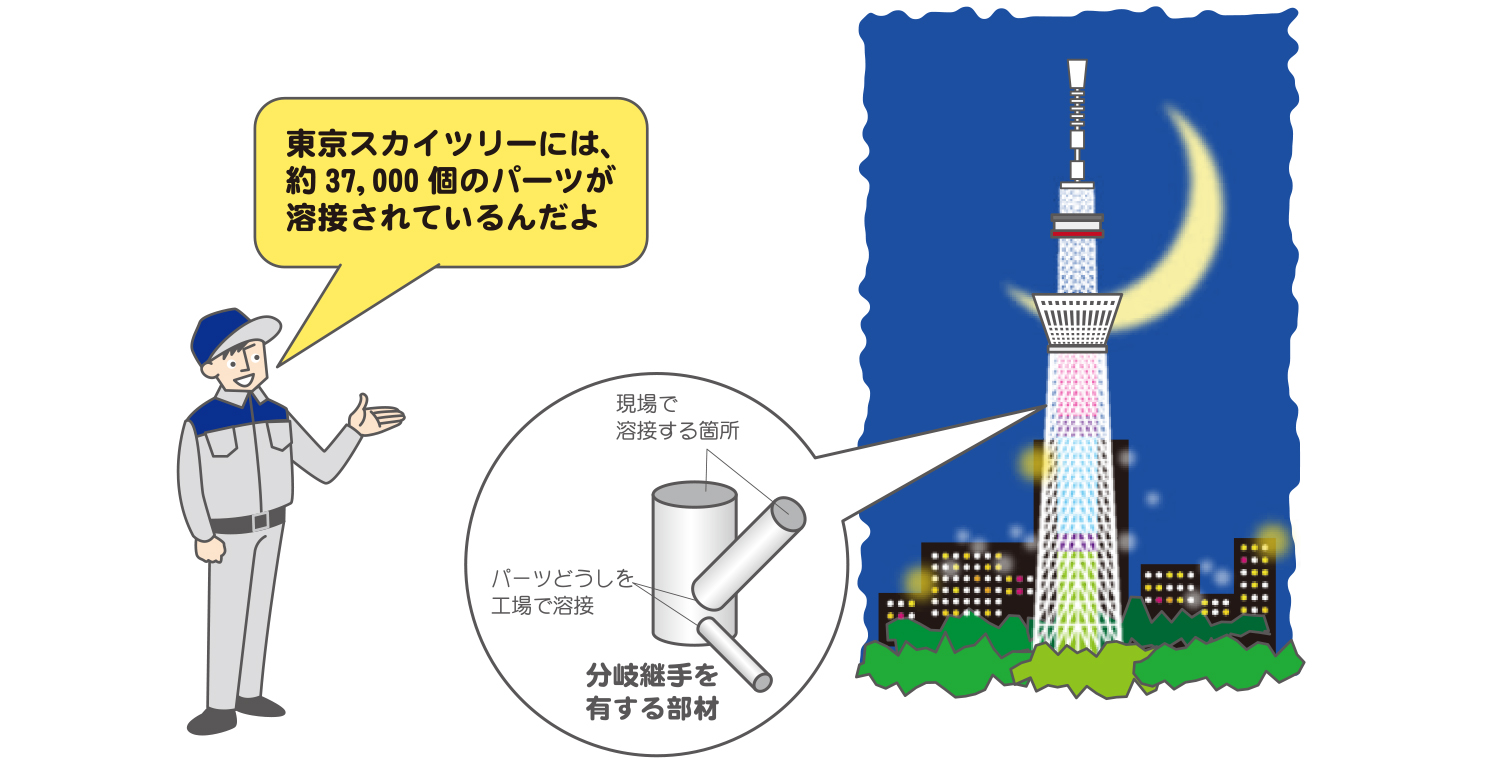
いわゆる溶接のこと。接合する母材同士にエネルギーを加え、元素間の単位で活性化し、溶融接合する。マテリアル・ウェルディングともいう。「溶加材」を用いる。
母材に対しての溶接法として、基本的には共金(ともがね)といわれる、同質の材料は溶融凝固しやすい。母材の材質やエネルギーの加え方によって、融接、圧接、ろう接に分類されている。「溶加材」とは母材同士を接合する部分に溶かして加えられる金属のことで、棒状(溶接棒)のものや、ワイヤ状(溶接ワイヤ)のものが使われている。
東京スカイツリーは冶金的接合の代表である。
29 やすり 【やすり】
主に金属の研削を行う手動工具のこと。
やすりの語源は、「鏃(やじり)をする」の「やする」が「やすり」になった説と、ますますきれいに磨くという意味の「弥磨(いやすり)」が「やすり」になった説がある。
30 ヤットコ 【やっとこ】
ヤットコとは、主にハンドメイドアクセサリーに使用する工具。はさみのような形状をしていて、ビーズや針金などの細かなパーツや素材を掴むときに活用する。鍛造、鋳造、溶接、細かな加工分野まで多く使用されるが、多くのものを「ハシ」と呼ぶことが多い。
31 融接 【ゆうせつ】
溶融溶接の略称で、溶接状態において、機械的圧力などはとくに加えずに、母材の溶接しようとする部分を加熱し、母材あるいは母材と溶接棒などの溶加材とを融合させて溶接金属(溶接部の一部で溶接中に溶融凝固した金属)を作り、これを凝固させて接合する溶接方法のこと。
32 レーザー切断 【れーざーせつだん】
レーザー光によって対象を切断する方法。レーザ発振器から反射鏡などを用いて伝送されてきたレーザービームを、集光レンズで細く絞って切断材料に照射することで局部的に溶融する。レーザーと同軸に配置したノズルからアシストガス(補助ガス)を噴き付け、溶融物を噴き飛ばすことで狭い溝幅の高精度な切断を行う。
33 ろう接 【ろうせつ】
金属の母材同士を融点の低い合金「ろう(蝋)」を使って接合する溶接手段の一種。
母材を溶かさない工法なので、共金はもちろん、異金属を接合、分離させることができる。ただし、ほかの溶接手法である「溶融」や「圧接」と比べると、溶接強度は落ちる。